


主要产品:
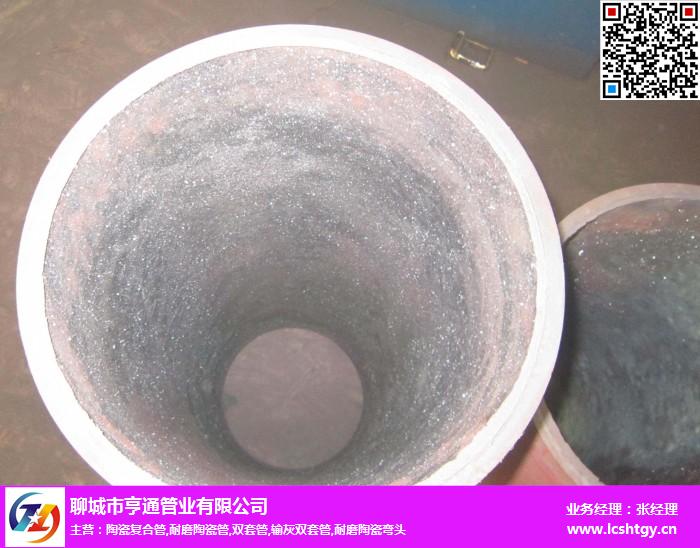
尾矿输送耐磨管、耐磨陶瓷管、镶嵌陶瓷耐磨弯头、耐磨陶瓷贴片(φ24-φ3000之间耐磨陶瓷管道、耐磨陶瓷弯头、耐磨大小头、陶瓷内衬弯头、陶瓷复合钢管、陶瓷内衬钢管、耐磨陶瓷三通,陶瓷耐磨自动补偿器及之间各种规格的异型管),主要从事陶瓷内衬耐磨管道的设计、制造、安装、调试和气力输送系统工程。
我公司以生产尾矿输送耐磨管(直管,弯头,异径管,三通,自动补偿器Φ68-Φ1400)为主。产品规格齐全、规格从Φ24mm至Φ3400mm,供货长度可达12mm(可按用户要求生产)。
管件和联结都能满足各种联接要求和设计规范。









尾矿输送耐磨管的制造方法,通过离心浇铸机把陶瓷原材 料均匀地甩在无缝钢管的内壁,其特征是:该方法的生产工艺流程是:
(1)钢管下料:包括直管或弯头下料,每节留10~13mm加工余量,其 中弯头下料必须制作样板;
(2)钢管加工:用车床对端面、外圆进行平整性、垂直性及对称性加工;
(3)氧化铁粉烘干:氧化铁粉使用前经200~300℃烘干2~3小时;
(4)过筛、称量:氧化铁粉须经70~100筛子过筛,然后进行氧化 铁粉称量;
(5)铝称量:铝重量是按照与氧化铁粉的配料比称量,其配料为铝1重量份,氧化铁粉3~3.4重量份;
(6)混料:用混料器混料,将按配料比称量的铝与氧化铁粉交叉向混 料器的混料筒加料口加料,同时再加入0.05重量份的石英砂,加完料后加 盖紧固密封,开动混料器进行混料;
(7)钢管装入管模:钢管装入离心浇铸机的管模;
(8)混料布入钢管:用布料器均匀的将混合料布入钢管内;
(9)两端装卡具:要求卡具与钢管间无间隙,并在两端补加混合料,卡 具的固定螺丝用力要适当,防止过大或过小,以防因阻碍钢管膨胀而引起钢 管弯曲变形,或燃烧时卡具外移,引起跑火;
(10)安装点火器:其连接瓷接头不得伸入卡具孔内,钢管固定螺丝与钢 管保持一间距为0.5~1.5mm;
(11)开启离心电机:电机起动需缓慢平稳加速,当升到物料不下落时(300 转/min),方可快速加速到所需转速;
(12)通电点火:当转速达到1200转/min后通过点火器通电点火、燃烧, 燃烧后运转15~20秒方可减速;
(13)停机、冷却:减速至混合料变为深红色陶瓷时停机,停机后缓慢冷 却,冷却至小于60℃取下成品尾矿输送耐磨管;
(14)成品检查:按产品质量标准验收,包装入库。


社会不断发展,也招致了市场经济的紊乱,很多无证商家纷繁参加了这个行列,所以招致了如今很多建筑工程呈现各方面的问题,例如在用于管道方面,承包商为了节约本钱来购了一批质量不过关的产品,这将会招致后续工作维修的频繁,以至可能形成不用要的风险。所以我们应该选用的尾矿输送耐磨管来确保工程稳定的停止。
这种尾矿输送耐磨管不论在哪方面都优于其它管道,它采用了先进的技术来制造而成,为我们的平安工作奠定了根底。传统的管道曾经无法满足我们的日常生活,那种管道质量不好,容易腐蚀,要经常维修,显得很糜费人力和物力,且没有平安保证。这种尾矿输送耐磨管就显的很给力了,耐磨、抗腐蚀性强,维修颐养都十分的经济,大大节约了本钱。
至此,希望大家都能运用这种管道,这是个不错的选择,会让你很称心的。在整个行业中,很多人士都看好这种管道,都以为积极地去运用这种管道将会疾速地协助到本人。为了本人的需求,我们一定要好好地去看待这种管道。积极地去运用这种管道,才干够顺利地满足本人的需求。





 在线客服
在线客服 15306353600
15306353600 15306353600@163.com
15306353600@163.com


